
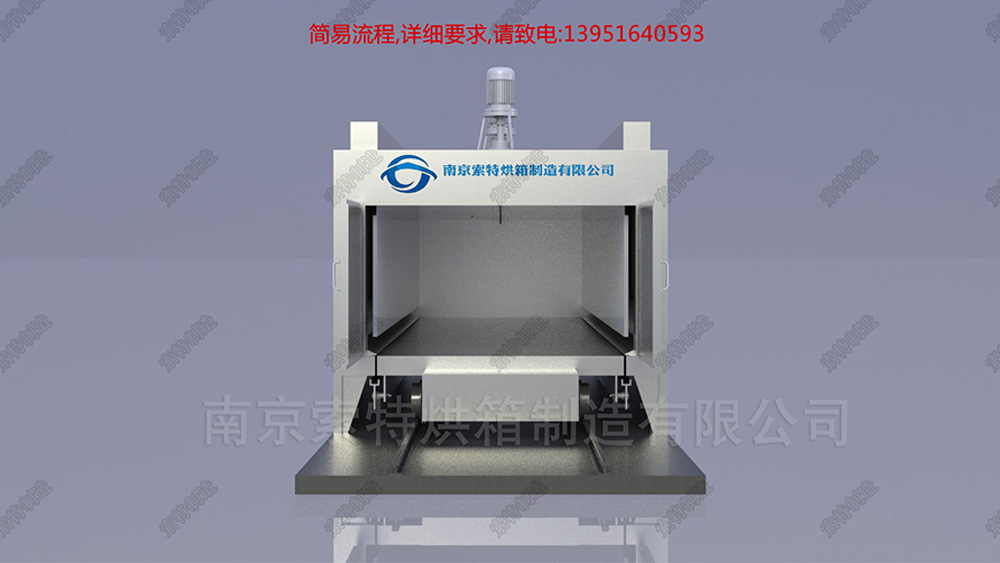
壹:设备用途:
本设备为周期式热处理设备,带有热风循环系统,最高使用温度为650℃,供一般金属工件做时效处理、低温回火、预热及固化的专用设备,与电气控制系统配合使用,可以自动控制设备的加热温度和装料台车的进出。
贰:设备技术:(索特智能提供)
如有特殊要求可以致电:13951640593 许先生,此产品描述由索特智能提供
| 1 | 额定电压 | 50HZ 380V | 5 | 加热功率 | 设备容积确定 | 9 | 台车驱动方式 | 手动 电动 牵引 |
| 2 | 额定功率 | 需最高温度 | 6 | 温度均匀性 | 用户要求 | 10 | 加热区数 | 用户要求 |
| 3 | 额定温度 | 室温一650℃ | 7 | 控温精度 | ±1℃ | 11 | 炉门驱动方式 | 手动 电动 气动 |
| 4 | 工作室尺寸 | 用户提供 | 8 | 循环风机 | 2一4级电机 | 12 | 装载量 | 用户提供 |
叁:设备结构:(索特智能提供)
本设备为台车式炉结构,需处理的工件摆放在台车上,装好工件后的台车由台车的牵引电机驱动进入炉内,炉门关闭进行加热。
设备在工作中,装在炉膛顶部两侧的加热器,散发的热量通过装在炉顶部左侧的风机和炉内风道将热风吹向工件,再由风机吸风口返回,构成热风循环,以保证炉温均匀性。
炉门与台车接合成L型,台车开出炉外,由减速机带动台车进入炉内。由吊车将处理好的工件卸下,再装上新工件进行下一炉。
本设备主要由炉壳体、内衬、隔热保温层、炉门、加热元件、热风循环系统、台车及电气控制等部分组成。
1、炉壳、保温层
外壳由型钢坚固的框架,外部铆焊上优质钢板构成,内衬用不锈钢板铆焊在框架上,整个钢结构外形美观,刚强度高,在外壳和内衬之间填充满耐火纤维棉,作为隔热保温层。
2、炉门
炉门外壳由型钢和钢板焊接加工成型为整体结构,内部填满耐火纤维棉做保温层,炉门周边配有密封盘根,使炉口热量不得外溢。炉门与台车成L型。
3、加热元件
加热元件为1Cr18Ni9Ti管状加热元件,安装在炉膛两侧风道内,便于维修、更换。
4、热风循环系统
该系统由循环风机及炉内风道组成,加热器散发的热量,由循环风机通过风道将热气吹到有效工作区内,构成热风循环。 另外,为保证炉温均匀性两侧对流壁上设有调风板进行小范围微调风量,炉内全部用不锈钢板制成。
为了保证风扇和轴承的正常使用,风机轴承冷却采用风冷结构。
5、台车
台车作为承重构件,车体由重型型钢焊接而成的牢固框架,台车面上根据工件的需要可装上托架,下部有隔热保温层,保温材料为耐火纤维,保温材料全部装在钢板制成的夹层内,台车底部装有4只轴承支承的滚轮,滚轮则沿着轨道运行。
台车驱动机构由马达带动摆线针轮减速机,通过链轮、链条将台车牵引进出炉膛,在台车行走的轨道两端配有行程限位开关进行限位,台车行走速度为8m/min,台车上装有制动刹,能及时刹车。
6、电气控制
温度控制分2--6区控制,每一区采用日本富士公司生产的高精度、自整定、自适应的温控器,温控仪表以4-20mA电流输出方式,通过周波控制器,连续调节可控硅的输出功率,以达到有效控温目的,另外,在加热主回路中加有主交流接触器,报用温控仪表的报警信号,通过小型继电器来控制这个主交流接触器,一旦超过了一定温度立即切断加热主回路,确保炉温的稳定。
在加热主回路上采用引进德国AEG公司技术生产的NGTC型快速熔断器,做主回路过流保护、加热的每一区都配有电流表,以便直观地反映加热器的工作状态,采用上海大华记录仪厂生产的中长图记录连续记录仪,台车炉的升温、保温时势温度曲线。
图片集锦